
Often, parts require knurling on conical, concave, convex or radial surfaces, either for functional or decorative purposes.
With proper tools and application, a clean, well-formed knurl or serrations can be produced.
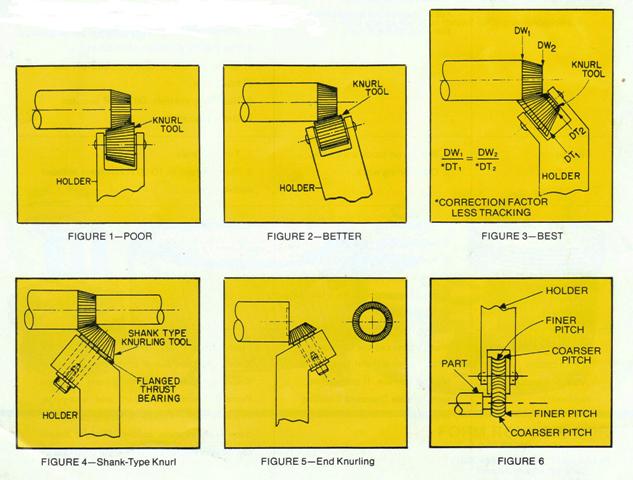
One of the most frequent mistakes made is illustrated in Figure1. in this case, usually for convenience, the knurling tool and part are set with parallel axes. This is similar to running a pair of bevel gears the wrong way. As the cone angle increases, the result become worse.
Figure 2, while technically not correct, is better than Figure 1, and has the advantage of being a substantially lower cost tool. This method often is satisfactory on relatively large diameters when the cone angle is small.
Figure 3 illustrates the proper method of rolling conical surfaces to produce a clean knurl with maximum tool life. With properly designed tools, and using this method, it is possible to roll tapered serrations with a controlled number of teeth.
For proper tracking at both ends of the piece, it is necessary to establish the geometrical relationship between the part and the tool with consideration given to the space available for tooling. It is sometimes advantageous to use a shank-type knurl, as shown in Figure 4, where clearance is not available for the conventional style knurl holder.
In certain cases, parts may be knurled with radial teeth on the end of parts, by using a conical knurl of the proper design. Here again, the results depend primarily on establishing the geometrical relationship between the part and the tool (See Figure 5).
A tracking correction factor is usually applied to the calculated diameter because of the many variables involved, such as hardness of material, elasticity of machine tools and tool holders, etc. This factor is necessarily empirical.
It is geometrically impossible to knurl a perfect concave or convex part with conventional knurls. The problem is illustrated in Figure 6. If the pitch on the tool or the part changes by more than 25% from the middle to the edges, poor results can be expected on the finished parts. A change of less than 10% in the pitch should produce a clean looking part.